1. অত্যধিক বা অসম শীতল হার: শীটের উপরের এবং নীচের পৃষ্ঠের মধ্যে একটি বড় তাপমাত্রার পার্থক্য অভ্যন্তরীণ চাপের মুক্তিতে বাধা দেয়।
2. ট্র্যাকশন মেশিনে অত্যধিক টান: এর ফলে অত্যধিক অনুদৈর্ঘ্য প্রসারিত হয়, যার ফলে শীট সঙ্কুচিত হয় এবং ওয়ারিং হয়।
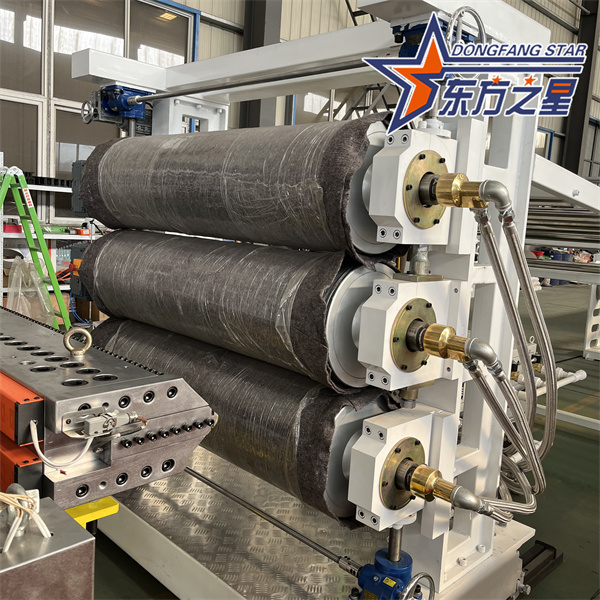

1. শীটের উপরের এবং নীচের পৃষ্ঠগুলির অভিন্ন শীতলতা নিশ্চিত করতে একটি ছাঁচের তাপমাত্রা নিয়ন্ত্রক ব্যবহার করে থ্রি-রোল ক্যালেন্ডারের তাপমাত্রা সঠিকভাবে নিয়ন্ত্রণ করুন৷
2. overstretching এড়াতে ট্র্যাকশন টেনশন হ্রাস করুন; প্রয়োজন হলে সমতল রোলার ইনস্টল করুন।