

দমলিবডেনাম ডিসালফাইড নাইলন এক্সট্রুশন সরঞ্জামএকটি শীট এক্সট্রুশন প্রোডাকশন লাইন বিশেষভাবে PA6/PA66 এর জন্য ডিজাইন করা হয়েছে যা মলিবডেনাম ডিসালফাইড দিয়ে পরিবর্তিত হয়েছে। সরঞ্জামগুলির জন্য একটি উত্সর্গীকৃত, পরিধান-প্রতিরোধী স্ক্রু প্রয়োজন যার তাপমাত্রা নিয়ন্ত্রণের নির্ভুলতা ±1℃, এবং এটি 220-260℃ তাপমাত্রা প্রক্রিয়াকরণের জন্য উপযুক্ত।

কাঁচামাল তৈরি: PA+MoS₂ গ্রানুলগুলি শুকানো হয় (আর্দ্রতার পরিমাণ ≤0.1%) এবং তারপর একটি ফিডার দ্বারা এক্সট্রুডার হপারে খাওয়ানো হয়।
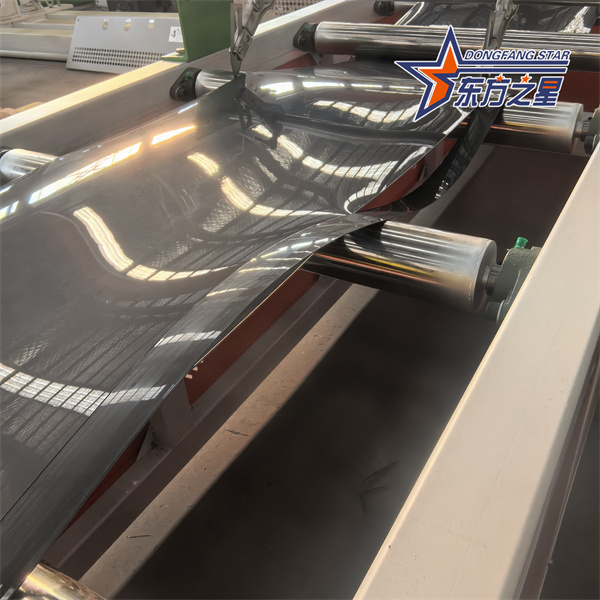
প্লাস্টিকাইজিং এক্সট্রুশন: একটি একক স্ক্রু একটি কনভেয়িং সেকশন → কম্প্রেশন সেকশন → মিটারিং সেকশনের মাধ্যমে উপাদানটিকে কাঁচি করে এবং প্লাস্টিকাইজ করে। গলিত তারপর একটি ডাই মাধ্যমে শীট মধ্যে অভিন্নভাবে extruded হয়.
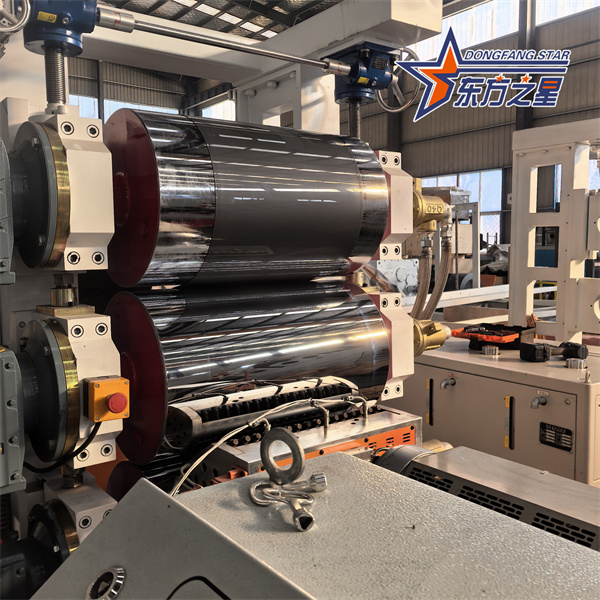
গঠন এবং শীতলকরণ: একটি তিন-রোল ক্যালেন্ডার শীটগুলিতে পুরুত্বের আকার এবং পৃষ্ঠের চিকিত্সা করে। কুলিং সিস্টেম বিকৃতি রোধ করতে দ্রুত শীটকে 60℃ এর নিচে ঠান্ডা করে।
ট্র্যাকশন সিস্টেম: স্থিতিশীল উত্পাদন নিশ্চিত করতে ট্র্যাকশন মেশিনের গতি এক্সট্রুডারের চেয়ে বেশি হওয়া উচিত।
মেশিন নির্বাচন: উৎপাদন ক্ষমতা এবং পণ্যের প্রস্থ ও বেধের উপর ভিত্তি করে স্ক্রু ব্যাস নির্বাচন করুন।
কাঁচামালের সামঞ্জস্যতা: ফিলারের জমাট বাঁধতে স্ক্রুর পরিধান প্রতিরোধ ক্ষমতা এবং বিচ্ছুরণ নকশাকে শক্তিশালী করুন।
গুণমান নিয়ন্ত্রণ: নিয়মিতভাবে শীট পৃষ্ঠের গ্লস, পরিধান প্রতিরোধের, এবং মাত্রিক স্থিতিশীলতা প্রয়োগের প্রয়োজনীয়তার সাথে সম্মতি নিশ্চিত করতে পরীক্ষা করুন।















